13912489998
13912489998


2021-04-27
跟無錫銀泰絲桿一起來了解一下銀泰絲桿缺陷有哪些修復方法?具體如下:
1.滾珠不均勻磨損或出現表面疲勞損傷
當發現滾珠不均勻磨損或少數滾珠表面產生接觸疲勞損傷時,應更換全部滾珠。其方法是按要求的規格及精度等級購入2~3倍數量的滾珠,用測微計對全部滾珠進行測量,并按測量結果分組,然后選擇尺寸和形狀公差均在允許范圍內的滾珠,進行裝配和預緊調整。滾珠的精度及尺寸的一致性應符合規定
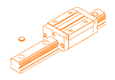
2.絲桿、螺母的滾道喪失精度
銀泰絲桿、螺母的螺旋滾道因磨損嚴重而喪失精度時,通常需通過修磨滾道才能恢復精度。絲桿和螺母應同時修磨,修磨后更換全部滾珠,裝配后進行預緊調整。在修磨前應對螺紋滾道法向截面的牙型參數進行修正計算。

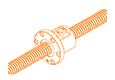
無錫銀泰絲桿
不管是單圓弧或雙圓弧滾道的滾動絲桿副,修磨后通常都采用雙螺母結構,以利于消除軸向間隙和預緊。由于修磨后滾道圓弧半徑尺增大,因而R/rb比值也隨之增大,其承載能力有所下降。接觸角儀也比原來有所加大,因此在相同的軸向負荷下,將產生較大的徑向負荷,使擠壓滾珠的壓力加大,從而降低絲桿的壽命,對此應引起注意。
3.滾道表面疲勞點蝕
對滾道表面有輕微疲勞點蝕或腐蝕的絲桿,可考慮修磨滾道恢復精度,對疲勞損傷嚴重的絲桿副必須更換。
4.砂輪修整
銀泰絲桿的滾道圓弧半徑R及雙圓弧的偏心距e的精度要求一般為0.01mm。為確保滾珠絲桿裝配后螺紋滾遭法向剖面內滾珠球心與滾遭接觸點的連線和螺紋軸線的垂線問達到接近,珠絲桿時正確地修整砂輪特別重要,以便達到精確的滾道型而、較細的表面粗糙度以及合理的生產效率。
標簽: